Производство бетонных неармированных безнапорных труб средних и больших диаметров
На комбинате железобетонных изделий треста Закавказметалтургодрон в г. Руставн (Грузинская ССР) в 1965 г. организован опытный полигон с тремя технологическими линиями для изготовления бетонных труб (рис. 1). Каждая линия длиной около 100 м представляет собой бетонное основание, на котором по рельсам ширококолейной железной дорога передвигается самоходная трубоформующая машина «КЖБИ-2». На каждой из линий производятся бетонные трубы соответственно диаметрами 500, 700 и 1000 -мл;0500 и 700 мм с раструбами, а 1000 с четвертью (рис. 2). Длина труб — 1750 мм; толщина стенок в зависимости от диаметра —8—10мм
Технологией предусмотрены: подача бетона в бункер трубоформующей машины, формование трубы, распалубка изделия н перехода станка на новую позицию.
По продольной оси рельсовой колеи предварительно через каждые 1,5—2,0 31 раскладывают чугунные литые кольца-поддоны, которые придают торцу трубы необходимое очертание (раструб, четверть и т. д.). При передвижении станка, в момент, когда форма располагается над поддоном, срабатывает реле конечного выключателя, машина останавливается, наружная оболочка н сердечник металлической формы опускаются па поддон. Бетонная смесь через ленточный питатель-затвор заполняет форму. Одновременно работают вибраторы, которые отключаются после Пригруза свежеотформованной бетонной массы прессующим кольцом. С помощью специальных направляющих кольцо, движимое гидравлической системой высокого давления, осуществляет пригрузку бетона. Усилие от Пригруза кольца на поверхности бетона достигает 4—4,5 кг/см2. Кольцо-пригруз также удерживает бетон в форме при распалубке. Распалубка производится При подъеме формы с помощью вмонтированной в машину электролебедки (рис. 3).

Твердение бетона предусмотрено при естественных условиях в течение 2—3 дней (летом) и при термовлажностной обработке в течение 6 ч. Затем для дозревания бетона изделия переносятся на площадку готовой продукции.
Для подачи пара паропровод со специальными ответвлениями, подающий пар внутри трубы, прокладывается непосредственно рядом с технологической дорожкой. В процессе подачи пара на трубу накидывается брезентовый колпак.
Одно изделие изготавливается в течение 6—8 мин. За смену машина производит в зависимости от диаметра от 36 до 55 шт. изделий; годовая производительность — 8500 м3 труб.
Изготовление труб различных диаметров осуществляется путем замены формы, колециподдонов и кольца-пригруза. Машина компактна, вес ее около 13 г, габариты — 3560Х4540Х6ЗОО мм. Машину обслуживает один рабочий.
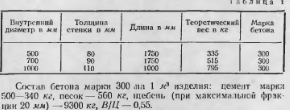
Показатели бетонных труб, изготовляемых на Руставскоч КЖБИ приведены в табл. 1.