
Ударно-вибрационное формование изделий по стендовой технологии
ВНИИСТРОЙДОРМАШ, Днепропетровским университетом и внедрены на многих предприятиях сборного железобетона
На Броварском ЗСК действует технологическая линия для изготовления подкрановых балок в стационарных формах с использованием самоходной ударно-вибрационной формовочной машины, разработанной НИИСП Госстроя УССР
Линия (рис. 1) состоит из форм, установленных в шахматном порядке вдоль рельсового пути, и ударно-вибрационной формовочной машины. Последняя представляет собой (рис. 2 и 3) двухзальный самосинхронизирующийся центробежный вибровозбудитель с двумя встроенными виброустойчивыми электродвигателями мощностью 17 кВт, обеспечивающий в установившемся режиме горизонтальное направление вынуждающей силы. Вибровозбудитель, подвешенный при помощи эластичных пружин и тросов к самоходной тележке, с двух сторон снабжен С-об- разными крюками. На внутренних сторонах крюков и обращенных к ним поверхностях вибровозбудителя закреплены буферные устройства из резины повышенной жесткости. Формы, установленные на эластичных резиновых опорах, снабжены Т-образными хвостовиками.
Линия работает следующим образом. Тележка с вибровозбудителем подается к форме. Когда хвостовик оказывается внутри крюка вибровозбудителя, автоматически выключается механизм перемещения тележки и включается клиновое устройство с гидроприводом, которое при взаимодействии с кронштейнами прижимает тележку к рельсам. Между хвостовиком и буферными устройствами образуется ударный зазор. После загрузки в форму бетонной смеси включается вибровозбудитель. В результате периодических ударов вибровозбудителя по хвостовику ударные импульсы передаются через стенки формы на бетонную смесь, и она уплотняется. Затем вибровозбудитель отключается, тележка освобождается от заклинивания, машина подается к следующей форме.
На ударно-вибрационной машине применена пониженная частота колебаний — 1500 в минуту. Требуемый режим уплотнения достигается за счет регулирования ударного зазора.

Применение ударно-вибрационной машины на Броварском ЗСК при изготовлении подкрановых балок из подвижных смесей с ОК 4—6 см вместо навесных и глубинных вибраторов позволило сократить процесс уплотнения с 30—40 мин до 1,5—2,0 мин. При этом достигнуто резкое снижение затрат ручного труда (по сравнению с использованием глубинных вибраторов) и улучшение сангигиенических условий работы обслуживающего персонала (общий уровень шума, генерируемого машиной и формой, в процессе формования составляет 88 дбА).
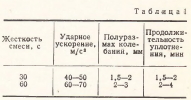
Были проведены технологические испытания ударно-вибрационной машины, цель которых состояла в том, чтобы определить ее технологические возможности и режимы уплотнения умеренно жестких смесей (табл. 1).
Сравнение нового способа уплотнения смеси с традиционным уплотнением навесными вибраторами ИВ-2А показало, что использование жестких бетонных смесей позволяет экономить 90—150 кг цемента на 1 м3 бетона (в зависимости от его марки, жесткости, и марки используемого цемента). Время уплотнения сокращается в 5—10 раз, продолжительность тепловой обработки —на 30—40%, а годовой выпуск изделий возрастет на 25—30%. Кроме того, применение ударно-вибрационной машины дает возможность в 2,5 раза сократить затраты на ремонт и техническое обслуживание вибраторов, в 2 раза — расход электроэнергии.
Результаты испытаний подтвердили основное положение ударно-вибрационной технологии: повышенное качество изделий может быть получено ударно-вибрационным формованием лишь в сочетании с использованием качественных исходных материалов и форм, обладающих высокой жесткостью поддонов и точностью изготовления, строгим соблюдением производственно-технологической дисциплины и других требований системы технологической подготовки производства по ударной технологии. Тем не менее даже при использовании обычных форм и рядовых исходных материалов ударновибрационное формование обеспечивает не только сокращение расхода цемента, продолжительности уплотнения и термовлажностной обработки, но и более высокое качество изделий, чем при виброформовании.
Замеры амплитуд горизонтальных колебаний формы по ее длине при различных режимах работы формовочной машины показали незначительные отклонения их величин, находящиеся в пределах точности измерений. Это объясняется высокой жесткостью элементов формы в направлении передачи импульсов.
Ударно-вибрационное формование может быть рекомендовано при изготовлении изделий в кассетах. При этом в зависимости от производственных условий и вида изделий технологический процесс строится по двум различным схемам. По одной из них уплотнение бетонной смеси можно осуществить в переносных формах, собираемых в пакет, на ударно-вибрационном столе с горизонтально направленными колебаниями [6]. По другой схеме — применять ударно-вибрационную самоходную установку, аналогичную описанной выше, которая обслуживает группу стационарных кассет, снабженных специальными захватами или хвостовиками.
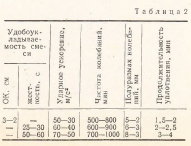
Исследования, выполненные на низкочастотном ударно-вибрационном стенде с горизонтально направленными колебаниями, показали возможность качественного формования изделий в кассетных формах из бетонной смеси жесткостью до 60 с по техническому вискозиметру. На процесс уплотнения большое влияние оказывают размеры уплотняемого слоя — высота и толщина. С увеличением высоты и уменьшением толщины слоя бетона необходимо повышать интенсивность импульсов и продолжительность уплотнения. В табл. 2 приведены режимы формования изделий толщиной 10—12 см при уплотнении слоями 80— 100 см.
Расчетный годовой экономический эффект от использования для производства подкрановых балок технологической линии, состоящей из самоходной ударновибрационной машины и 10 форм, составит 127 тыс. р., а от внедрения линии из 6 кассетных установок для изготовления стеновых панелей—700 тыс. р.
Выводы
Использование ударно-вибрационной машины позволяет исключить применение глубинных или навесных вибраторов и механизировать процесс уплотнения бетонной смеси при стендовом производстве, повысить надежность формовочного оборудования, значительно сократить затраты на ремонт и техническое обслуживание, снизить уровень шума и вибрации на рабочих постах до установленных норм.
Применение ударно-вибрационных режимов формования при стендовом и кассетном производстве при более высоком качестве выпускаемой продукции позволяет в 5—10 раз уменьшить продолжительность цикла, перейти на изготовление изделий из умеренно жестких и жестких бетонных смесей (экономия цемента 20—30%; сокращение времени тепловой обработки 30—40%).
Предложенный метод формования изделий в стендовых формах повышает производительность труда, позволяет увеличить объем выпускаемой продукции и эффективнее использовать производственные мощности предприятия за счет увеличения оборачиваемости форм-стендов.