
Формование плоских изделий с помощью вибропротяжного устройства
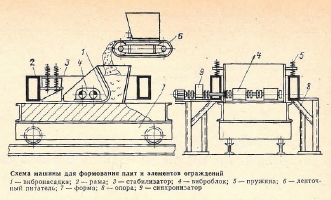
В НИИЖБ создан метод расчета для проектирования вибропротяжных устройств, на основании которого ЭКБЦНИИОК им. В. А. Кучеренко разработал стационарное вибропротяжное устройство для формования плоских железобетонных изделий (см. рисунок). Устройство агрегата напоминает вибронасадки, установленные на некоторых заводах. Частота вибровозбудителей составляет 4500 кол/мин при амплитуде рабочего органа 0,2...0,4 мм. Это позволяет формовать плиты толщиной 14 см со скоростью 1,5—2,5 м/мин и толщиной 5 см со скоростью до 1 м/мин при жесткости бетонной смеси до 80 с. Скорость формования смесей с меньшей жесткостью может быть повышена. Вибронасадки с частотой 3000 кол/мин, установленные на 1 м/мин при жесткости смеси не выше 30 с.
Одновременно с увеличением производительности сокращается расход цемента и цикл термообработки, повышается оборачиваемость форм и морозостойкость изделий. Срок эксплуатации форм увеличивается за счет того, что колебания виброоргана передаются только бетонной смеси, контакт его с формой отсутствует, что снижает шум до уровня не более 90 дБ. Отклонение геометрических размеров по высоте изделия исключено, так как применяются специальная подвеска и стабилизирующая плита.
Это устройство внедрено на одном из заводов ЖБИ. Силами завода и при непосредственном участии института в максимально короткий срок (около 4 мес) был запроектирован и построен полигон площадью 2000 м2, имеющий в плане форму круга диаметром «50 м. В центре полигона установлен башенный крап БСМ-7М, по окружности на разных радиусах от центра последовательно находятся посты распалубки, чистки и смазки форм, посты формования, термообработки, а также склад готовой продукции. Все посты обслуживает один кран.
Цикл формования следующий. Бетонную смесь с расходом цемента 345 кг/м3 (1 : 1,91 : 3,59) и ВЩ=0,455 из бетоносмесительного узла автомашиной подают на полигон (расстояние от БСУ до полигона ~ 300 м), затем выгружают в бадью, с помощью крана подают в приемный бункер вибропротяжного устройства, а из него дозированными порциями в форму. Изделие формуется в результате воздействия поверхностной вибрации на бетонную смесь с одновременной протяжкой формы под рабочим органом вибропротяжного устройства. Затем форму с изделием подают на пост термообработки, представляющий собой устанавливаемый в специальный водяной затвор термоколпак. На полигоне имеется термоколпаков, под каждым из которых устанавливают формы. После прогрева паром в течение 14—16 ч изделия распалубливают, а формы чистят, смазывают и армируют. Подготовленные формы устанавливают (для экономии площади) в стопы по 5 шт. Затем их подают на рольганг и с помощью толкателя передвигают под рабочий орган вибропротяжного устройства. Далее процесс повторяется.
Стоимость строительства полигона производительностью около 20 тыс. м3 в год составила 55—60 тыс. р.
Применение вибропротяжного устройства для изготовления дорожных плит вместо принятого на заводе формования на виброплощадках позволило уменьшить число рабочих на формовочном посту на 2 чел. за .счет автоматической раскладки бетонной смеси; сократить расход цемента на 100—130 кг/м3 за счет перехода от бетонных смесей с осадкой конуса 10— 12 см к смесям жесткостью 30—40 с; избавиться от перерасхода материалов в результате неточного дозирования 1(в процессе формования на виброплощадках высота изделия превышала проектную на 10—15 мм) за счет наличия стабилизирующей плиты и специальной подвески рабочего органа; повысить срок службы форм на 10—20% и уменьшить уровень звукового давления с 105—110 до 55— 90 дБ. В результате снижена себестоимость заводского изготовления изделия на 3,5 р. и получен годовой экономический эффект 65—70 тыс. р.
Разработанное устройство можно применять на двухъярусных станах непрерывного формования, конвейерных и поточно-агрегатных технологических линиях, предназначенных для изготовления различных плоских конструкций толщиной до 30 см.