
Типовые карты технологических процессов изготовления сборных железобетонных изделий
Технологическая карта является основным исполнительным документом, которым руководствуется рабочий при выполнении технологического процесса (операции), поэтому она должна быть наглядной, компактной, с полным объемом информации.
Технологический процесс в работе определяется как заранее предусмотренная совокупность технологических операций, обеспечивающих изготовление изделия из материалов и полуфабрикатов или изменение состояния готовности изделия в пределах определенной стадии его изготовления.
В производстве сборного железобетона под термином технологический процесс понимается изготовление железобетонной конструкции (изделия). Поэтому технологические карты, применяемые на заводах сборного железобетона, составлены на весь технологический процесс (на изготовление конкретного изделия) и представлены в виде альбома или отдельного листа. Такие технологические карты имеют существенные недостатки. В первом случае, несмотря на значительный объем (альбом) в технологической карте отсутствуют многие данные и она неудобна для пользования. Во втором случае она содержит недостаточно информации, особенно необходимой при низкой квалификации рабочего. На неспециализированных заводах сборного железобетона в Восточных районах страны число типоразмеров выпускаемых в течение года железобетонных изделий достигает 600—700, причем номенклатура изделий из года в год изменяется. Кроме того, одно и то же изделие можно выполнять различными способами, поэтому объем разработки и размножения технологических карт даже в пределах одного завода достаточно велик. Эту проблему можно решить, разработав типовые технологические карты, которые можно привязывать к местным условиям данного предприятия.
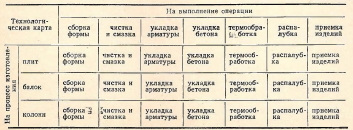
Для сокращения объема разработки технологических карт при концентрации необходимой информации целесообразно отказаться от традиционного «продольного» принципа разработки технологических карт на весь технологический процесс (на конкретное изделие) и перейти к «поперечному» принципу разработки технологических карт на технологическую операцию (см. таблицу).
При изменении технологии изготовления той или иной операции нет необходимости корректировать карты на весь технологический процесс. Достаточно скорректировать или заменить карту на изменяемую технологическую операцию. Карта на технологические операции в достаточной степени универсальна и-применима к разнообразным (по геометрии) изделиям. Последнее обстоятельство важно, поскольку позволяет разработать типовые карты технологических процессов.
Типовая карта на технологическую операцию должна содержать следующую информацию: область применения; состав и технологию выполнения операции; требования к качеству предшествующих операций; применяемые материалы и полуфабрикаты и требования к «им; требования к качеству выполняемых на данном посту операций; применяемые машины, механизмы и инструменты; количественно-квалификационный состав исполнителей; организация труда; приемы труда; нормативы времени; график выполнения совмещенных операций; операционный контроль; дефекты и способы их устранения; порядок сдачи выполненной операции; техника безопасности и охрана труда; технико-экономические показатели.
Типовые карты необходимо разрабатывать на нормализованные технологические процессы, которые представляют собой заранее предусмотренную совокупность стандартизированных технологических операций, обеспечивающих производство готового изделия из материалов и полуфабрикатов или изменение состояния готовности изделия в пределах определенной стадии его изготовления. Для стандартизации технологических операций необходимо синтезировать на основе изучения и обобщения передового опыта производства, передовые приемы труда, а также научную организацию труда на рабочем посту.
Выводы
Предлагаемые карты на технологическую операцию в достаточной степени универсальны по отношению к разнообразию изделий, что резко сокращает их число. Переход к разработке таких карт позволяет стандартизировать технологические операции, нормализовать технологический процесс и разработать типовые карты технологических процессов; использовать карты нормализованного технологического процесса в качестве основы для разработки организационно-технических мероприятий, направленных на замену и модернизацию технологического оборудования, совершенствование технологии, организации и управления производством.