
Снижение расхода тепловой энергии при производстве железобетонных шпал и труб
При производстве железобетонных шпал и труб значительная часть тепловой энергии расходуется не на прямой разогрев бетона изделий, а на нагрев ограждений установок ускоренного твердения бетона, металла форм, потери в окружающую среду. Определенную часть потерь составляет тепло образующегося конденсата, сбрасываемого, как правило, в канализацию. Этим потерям сопутствуют тепловые отходы при выработке пара в виде потерь с уходящими из котельной установки продуктами сгорания, а также при транспортировке теплоносителя.
На тепловую обработку однотипных железобетонных шпал марки С-66-2 на разных заводах Главжелезобетона МПСМ СССР расходуется неодинаковое количество тепловой энергии:
Экстремальные удельные расходы отличаются в 1,5—2 раза, что свидетельствует о неудовлетворительном состоянии установок ускоренного твердения железобетона на некоторых заводах, различной степени заполнения рабочего объема камер и организации производства шпал на этих заводах.
Анализируя баланс использования энергии топлива на заводах железобетонных шпал, видно, что на нагрев самого бетона расходуется около 22% энергии топлива; 14%—на нагрев металла форм, а остальные 64% расходуются непроизводительно.
При тепловой обработке железобетонных труб на стендах непроизводительные потери еще больше, но их характер не изменяется. Так, например, при термообработке напорных виброгидропрессованных труб количество тепла, введенного в котельную установку и расходуемого на компенсацию тепловых потерь в окружающую среду, достигает 32%, а при термообработке безнапорных труб — 37%. Во ВНИИЖелезобетоне ведутся изыскания радикальных путей снижения расхода тепловой энергии на тепловую обработку не только спецжелезобетона, но и сборного железобетона в целом. Основным направлением при этом является снижение непроизводительных потерь тепла.
По данным ЦСУ, до 70% ямных пропарочных камер работают с одним оборотом в сутки, что связано не столько с длительными режимами термообработки, сколько с регрессивной практикой побригадного закрепления камер и форм. Значительная часть непроизводительных потерь при такой организации термообработки получается за счет остывания корпуса камер во время их простоя, а также при загрузке и выгрузке продукции и в выходные дни. Ограждающие конструкции и днище ямных камер выполнены обычно из тяжелого монолитного бетона. Для уменьшения потерь необходимо понизить тепловую емкость ограждений камер. Это можно сделать путем установки теплоизоляционной защиты с внутренней стороны ограждений камер. Толщина изоляционного слоя зависит от теплофизических свойств теплоизоляционного материала и стоимости как этого материала, так и монтажных работ, причем в каждом случае можно рассчитать такую толщину изоляционного слоя, при которой тепловые потери с 1 мг ограждений камеры будут минимальными (1) камер стабильно равен 80— 100 кг/м3 железобетона. Разработано Техническое задание для проектировщиков на реконструкцию ямных пропарочных камер с применением теплоизоляции и металлической гидрозащиты. Другие методы гидро- и пароизоляции теплоизоляционных материалов (например, с помощью пасты ЦГ1ХВ-П, эпоксидной шпатлевки ЭП-00-10, латексных составов типа ЛСП-145 и др.) нуждаются в дополнительной экспериментальной проверке в производственных условиях. Зашита теплоизоляционного слоя от механических повреждений формами или траверсами может быть осуществлена с помощью вертикальных направляющих для установки форм.
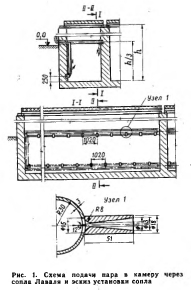
Расход пара в существующих ямных камерах для тепловлажностной обработки шпал можно снизить в условиях направленной циркуляции греющей среды, создаваемой с помощью сопел Лаваля, диффузорных устройств, центробежных вентиляторов и других способов. В настоящее время пар в ямные камеры попадает через закольцованные перфорированные трубы, расположенные у днища камер. При таком способе паропод- вода тепловлажностная обработка изделий протекает практически Я неподвижной паровоздушной среде, расслоенной по высоте камеры, что приводит к неравномерности температуры среды. В рабочей зоне камеры могут возникать также застойные «воздушные» мешки. Эти недостатки устраняются при циркуляции греющей среды с помощью вышеуказанных устройств. Такие камеры, получившие название ПДК-КИСИ, внедрены на киевском комбинате Стройиндустрия (2). Использование сопел Лаваля дтя ямных камер тепловлажностной обработки шпал показано на рис. I.
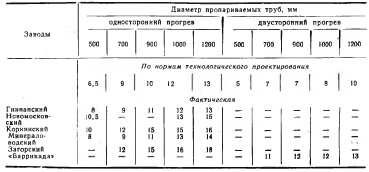
В настоящее время тепловая обработка железобетонных труб диаметром 500 мм и выше осуществляется на стендах как при одностороннем, так и при двустороннем паропрогреве. Из-за отсутствия надежных технических решений по предотвращению утечек пара из-под наружного брезентового чехла двусторонний прогрев напорных и безнапорных труб применяется очень редко. Только в последнее время на Доллярском, Ена киевском и Минераловодском заводах ВНИИЖелезобетона совместно с НИИСМ им. Дадашева внедряют метод паропрогрева виброгидропрессованных труб в формах с наружными паровыми рубашками. Продолжительность тепловой обработки труб регламентируется специальными нормами, которые зачастую недостаточно научно обоснованы. Проиллюстрируем это на примере тепловой обработки виброгидропрессованных труб. В таблице приведены показатели нормируемой (3) и фактической длительности тепловой обработки виброгидропрессованных труб на некоторых заводах.
Как видно из таблицы, фактическая продолжительность тепловой обработки труб в среднем на 3—4 ч превышает нормируемую. Исследования показали, что из-за значительного термического сопротивления теплопередачи R конструкции сердечника формы температура бетона при одностороннем прогреве и теплоподводе со стороны внутренней формы не превышает 70°С. Этим и объясняется увеличение продолжительности тепловой обработки труб по сравнению с нормируемой.
В связи с длительным циклом термообработки возрастают и расходы тепловой энергии, которые значительно превышают нормируемые показатели (0,3—0,35 Гкал/м3).
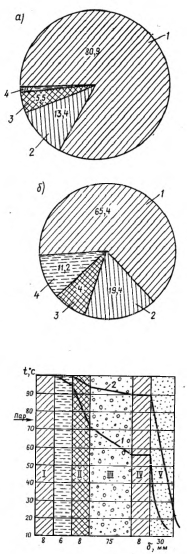
При одностороннем паропрогреве сокращение длительности тепловой обработки возможно при создании в полостях прогреваемых труб или паровых рубашках формы интенсивной циркуляции паровоздушной среды, обеспечивающейся за счет специальных парораспределителей или эжекторных устройстз.. Кроме того, целесообразна теплоизоляция наружной поверхности форм (как при наличии наружной паровой рубашки, так и в особенности без нее). При этом уменьшаются потери тепла во внешнюю среду и изменяется тепловой режим всего цикла. Так, при тепловой изоляции толщиной 6=30 мм и коэффициенте ее теплопроводности Л= =0,04 ккал/(ч-м-°С) для трубы диаметром 1000 мм теплопотери вместо 10500 составляют 1700 ккал/ч. Время разогрева бетона уменьшается с 3 до 1,1 ч, а общий цикл термообработки составляет 6—в ч вместо 14—16. Изменение теплопередачи через стенки трубы и форм (для стационарных условий) при наличии теплоизоляции показано на рис. 3.
Еще более эффективный способ сокращения длительности термообработки виброгидропрессованных труб — индукционный нагрев (4), сокращающий цикл до 5—6 ч и снижающий энергозатраты по сравнению с существующим способом паропрогрева в 2—2,5 раза.