
Конструирование арматурных изделий
Арматурные изделия, применяемые в железобетонных конструкциях, подразделяются: на отдельные арматурные стержни; плоские и рулонные арматурные сетки и каркасы (далее просто сетки); пространственные арматурные каркасы (или каркасы).
При конструировании преимущественно используют типовые арматурные изделия, разработанные в соответствующих ГОСТах. При необходимости применяют индивидуальные изделия, которые конструируют по аналогии с типовыми, стремясь к максимальной унификации изделий (в том числе размеров, шагов и диаметров продольной и поперечной арматуры), к возможности изготовления их современными индустриальными способами, к удобству при транспортировании, складировании и укладке в форму.
Сварные соединения арматуры. Арматуру железобетонных конструкций из горячекатаной стали периодического профиля, горячекатаной гладкой стали и обыкновенной арматурной проволоки, как правило, изготовляют с применением для соединения стержней контактной сварки (точечной и стыковой). Сварные соединения стержневой, термически упрочненной арматуры, как правило, не допускаются.
Контактная точечная сварка применяется при изготовлении сварных каркасов, сеток и закладных деталей с нахлесточными соединениями стержней, контактная стыковая сварка — для соединения по длине заготовок арматурных стержней. Контактную сварку стержней малых диаметров (менее 10 мм) допускается применять только в заводских условиях при наличии специального оборудования. При отсутствии оборудования для контактной сварки допускается применять дуговую сварку только в следующих случаях: 1) для соединения по длине заготовок арматурных стержней из горячекатаных сталей диаметром 8 мм и более; 2) при выполнении сварных соединении с нормируемой прочностью в сетках и каркасах — с принудительным формированием шва в инвентарной форме или с обязательными дополнительными конструктивными элементами в местах соединения стержней продольной и поперечной арматуры (косынки, лапки, крюки и т. п.); 3) при выполнении крестообразных соединений стержней без дополнительных конструктивных элементов (косынок, лапок, крюков и т. д.) только для соединений с ненор- мируемой прочностью (имеющих монтажное значение).
При конструировании арматурных изделий следует стремиться к сокращению числа их типоразмеров как в пределах железобетонного элемента, так и в пределах ряда железобетонных конструкций. Применение вязаной арматуры допускается при отсутствии оборудования для контактной точечной сварки, а также для элементов монолитных конструкций сложной конфигурации.
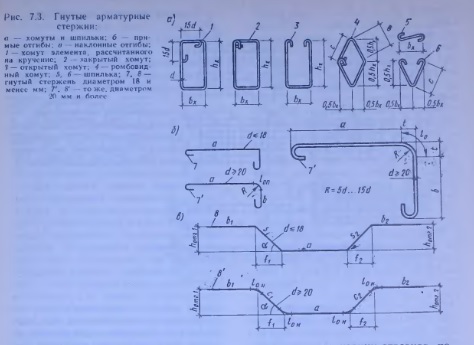
Длина отдельных стержней практически может приниматься любой, так как для реализации отрезков, получающихся при заготовке стержней, их соединяют контактной стыковой сваркой с целью последующей безотходной разрезки. Длина отдельных стержней ограничивается только условиями транспортировки, удобством укладки и пр. Наиболее часто встречающиеся в практике гнутые арматурные стержни показаны на рис. 7.3.
Стержни периодического профиля выполняются без крюков. Растянутые гладкие стержни, применяемые в качестве вязаной арматуры, должны заканчиваться полукруглыми крюками, лапками или петлями. Стержни могут быть простыми, состоящими из стержня одного диаметра, или в целях экономии арматурной стали составными, состоящими по длине из стержней двух-трех разных диаметров, соединенных контактной стыковой сваркой. Составными могут быть только стержни из горячекатаной арматуры периодического профиля.
Диаметры составного стержня и расположение в нем стыков определяются расчетом в соответствии с эпюрой действующих в конструкции усилий.
В некоторых случаях (например, при стесненных условиях) допускается располагать арматурные стержни попарно без зазора.
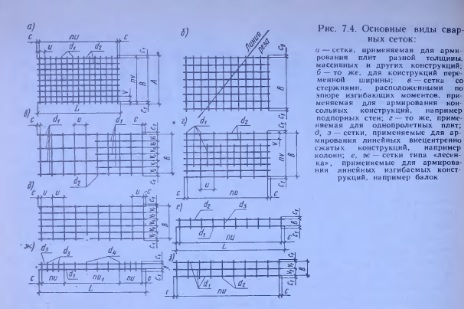
Сетки для армирования железобетонных конструкций в зависимости от поставки бывают рулонные (при диаметре продольных стержней 7 мм и менее) и плоские (при диаметре продольных стержней 8 мм и более). Сварные сетки конструируют с прямоугольным контуром и взаимно перпендикулярным расположением стержней (рис. 7.4) Констоукцию и размеры сетки назначают в зависимости от вида и конструктивных особенностей армируемого элемента.
Сетки могут использоваться как самостоятельное изделие или как полуфабрикат, который подвергается последующей доработке, например разрезке, приварке дополнительных стержней, обрезке их концов, вырезке отверстий, приварке закладных деталей, фиксаторов, стропозочных петель, гнутью, образованию каркасов и т.д.
На концах свариваемых стержней не допускаются отгибы, крюки или петли. Наименьшее допустимое расстояние между осями стержней одного направления должно быть 50 мм; исходя из условий сварки, соотношения диаметров свариваемых стержней принимают следующие:

При выборе диаметра поперечных стержней сварных сеток следует руководствоваться не только условиями сварки, но и условиями жесткости сетки в целом, обеспечение которой необходимо при погрузочно-разгрузочных работах во время транспортировки и укладки.
Наиболее индустриальными являются сетки, предназначенные для изготовления на многоточечных машинах. При их конструировании руководствуются параметрами этих машин и, кроме того, учитывают следующее: а) допускается сварка крестообразных соединений стержней из разных сталей; б) диаметр поперечных стержней d2, свариваемых в крест с продольными стержнями, допускается принимать по условиям сварки (см. выше), если по расчету не требуется больший диаметр; поперечные стержни в сетке должны применяться одного диаметра и длины; в) продольные стержни сетки рекомендуется применять все одного диаметра или разных диаметров, но не более двух, причем различаться они должны не более чем в два раза; при этом два рядом расположенных стержня, считая от края, должны быть одинакового диаметра; г) шаг продольных стержней при диаметре до 14 мм рекомендуется принимать кратным 100 мм, при диаметре 14 мм и более — кратным 200 мм; шаг продольных стержней можно увеличивать против указанного путем исключения отдельных стержней, при ширине сетки, не кратной шагу продольных стержней, остаток следует размещать с одной стороны; д) шаг поперечных стержней при диаметре до 14 мм рекомендуется принимать кратным 50 мм, а при диаметре 14 мм и более — кратным 100 мм; максимальный шаг поперечных стержней должен составлять 600 мм; рекомендуется назначать постоянный шаг поперечных стержней.
Сетки, изготовляемые на многоточечных машинах, можно конструировать, предусматривая их последующее сгибание в одной плоскости на стандартном гибочном оборудовании. При конструировании сеток типа «лесенка» (см. рис. 7,4, е, ж) или при отсутствии многоточечных машин ориентируются на технологические возможности одноточечных сварочных машин. Диаметры стержней в крестообразном соединении по условиям контактной точечной сварки принимаются по данным, приведенным выше. В сетках с нормируемой прочностью крестообразных соединений, например, применяемых для армирования балок, сварка всех мест пересечений стержней (узлов) обязательна, а диаметр продольных стержней должен быть не меньше диаметра поперечных стержней. В сетках с рабочей арматурой периодического профиля, применяемых для армирования плит, допускается предусматривать сварку не всех мест пересечения стержней, при этом должны быть сварены все пересечения стержней в двух крайних рядах по периметру сетки, остальные узлы могут быть сварены через узел в шахматном порядке.
Каркасы конструируют из плоских или гнутых сварных сеток с применением при необходимости соединительных стержней. Каркасы конструируют достаточно жесткими для сохранения проектного положения в опалубочной форме, а также при складировании и перевозке. Пространственная жесткость каркаса обеспечивается замкнутым контуром и приваркой в необходимых случах (а при длине 6 м и более в обязательном порядке) диафрагм жесткости в виде специальных связей из диагональных стержней, планок и т. п. Габариты каркаса должны удовлетворять условиям транспортировки. Закладные детали и строповочные устройства (петли, трубки и т. п.) рекомендуется заранее крепить к каркасу, если прн этом будет обеспечено их фиксированное положение как в форме, так и в готовом железобетонном элементе.

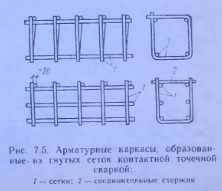
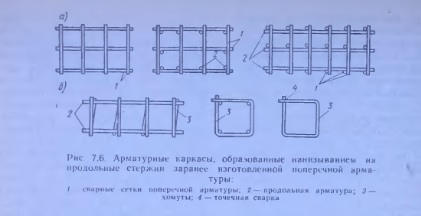
Каркасы получают различными способами: а) из плоских сеток путем приварки к продольным стержням соединительных стержней или поперечных стержней сеток другого направления; б) применением гнутых сеток (рис. 7.5) с очертанием, которое можно получить на стандартном гибочном оборудовании; в) путем нанизывания на продольные стержни поперечных стержней, соединенных в отдельные сетки контактной точечной сваркой всех пересечении (рис. 7.6, а). После нанизывания продольные и поперечные стержни соединяют сваркой с помощью клещей. При отсутствии сварочных клещей можно производить вязку пересечений; в этом случае рекомендуется обеспечивать пространственную жесткость каркасов приваркой дополнительных стержней, планок и т. д. При небольшом числе продольных стержней поперечную арматуру можно выполнять из одного гнутого стержня (по типу хомута) контактной точечной сваркой его концов (рис. 7.6, б). Стыки концов рекомендуется располагать в разных углах поперечного контура каркаса (вразбежку); г) путем навивки поперечной спиральной арматуры на про-дольную арматуру с точечной сваркой всех пересечений в процессе навивки (рис 7.7).
Для сборки и сварки каркасов в зависимости от их конструктивных особенностей, как правило, применяют горизонтальные, вертикальные или линейные установки, оснащенные сварочными клещами для контактной точечной сварки крестообразных пересечений.
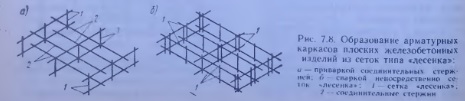
Образование каркасов для армирования плоских железобетонных элементов, например типа плит, стеновых панелей, рекомендуется производить согласно рис. 7.8.