
Основные принципы конструирования форм
Формы конструируют применительно к конкретной технологии и с учетом параметров машин и установок, в сочетании с которыми она будет эксплуатироваться. При проработке конструктивного решения формы (с учетом принятой технологии) принимают вариант, обеспечивающий выпуск изделий требуемого качества, в том числе и по точности изготовления, при минимальной массе и наименьших затратах на изготовление самой формы и ее эксплуатацию. Оптимальным вариантом является форма, в которой обеспечена минимальная деформативность от расчетных нагрузок, что достигается правильным выбором конструктивной схемы и рациональным размещением материала по сечениям.
Снижения деформативности силовой формы, воспринимающей силу натяжения арматуры, достигают совмещением центра тяжести сечения с точкой приложения силы натяжения арматуры, т. е. созданием конструкции центрально сжатой или сжатой с небольшим эксцентрицитетом. В тех случаях, когда создать форму с подобранным центром тяжести поперечного сечения не представляется возможным, максимально уменьшают эксцентрицитет приложения силы натяжения арматуры относительно центра тяжести сечения.
Формы рекомендуется проектировать по возможности неразборными.
Если из-за конфигурации изделия нельзя обеспечить его извлечение из неразборной формы, необходимо стремиться к частично разборной конструкции с минимальным количеством отделяемых (откидных) элементов; число откидных бортов должно быть не больше, чем это необходимо для свободного извлечения изделия из формы. Требование максимальной неразборности особенно относится к форме, устанавливаемой для уплотнения бетонной смеси на ударный стол. При ударном уплотнении рекомендуется применять преимущественно неразборные и частично разборные формы. Замковые соединения, обеспечивающие проектное положение продольных и поперечных бортов, должны исключать самопроизвольное ослабление при вибрационном, виброударном и ударном уплотнении бетонной смеси.
Применение формы со всеми откидывающимися (съемными, отодвижными и т. д.) бортами допустимо только при сложном очертании всех боковых граней изделия. При этом рекомендуется применять немедленное распалубливание (если оно не влечет за собой нарушение геометрии граней), что позволяет вместо сложной разборной формы эксплуатировать простые поддоны. Целесообразно проектировать форму частично разборной с извлекаемыми (сдвигаемыми, отодвигаемыми и т. д.) вкладышами (рис. 15.2); сменные элементы и детали формы (пустотообразователи, вкладыши, фиксаторы разного назначения, в том числе предназначенные для установки закладных деталей) крепят жестко, чтобы была исключена возможность их смещения относительно проектного положения в процессе уплотнения бетонной смеси.
Удобна также форма с упругими бортами (рис. 15.3), обшивка которых составляет одно целое с обшивкой поддона; они отогнуты на угол, меньший проектного, и приводятся в рабочее положение с помощью винтов или эксцентриков. Распалубка в этом случае обеспечивается благодаря упругости листов обшивки при вывинчивании винтов или при повороте эксцентриков.
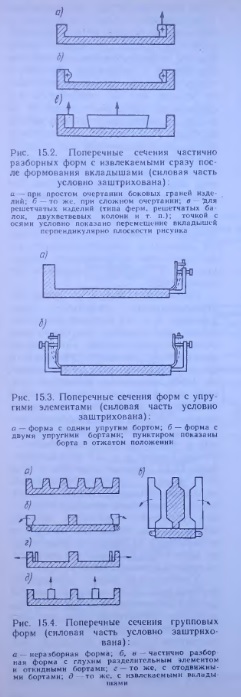
Групповые формы, если их нельзя выполнить неразборными, проектируют частично разборными с глухими разделительными элементами или, наоборот, с глухими наружными бортами и съемными разделительными вкладышами (рис. 15.4). Особенно целесообразны полностью или частично неразборные силовые формы с извлекаемыми вкладышами, поскольку в них обычно удается совместить центр тяжести сечения с точкой приложения силы натяжения арматуры.
Для извлечения вверх съемной бортоснастки и вкладышей разных размеров и очертаний (сразу после формования) уклон граней должен быть не менее 1/50. Для извлечения изделий из неразборной формы рекомендуются уклоны не менее при наличии побудителей движения в виде специальных механических или гидравлических устройств уклоны могут быть уменьшены до 1/15. В отдельных случаях, в частности при наличии полимерных покрытий по рабочим поверхностям, можно допускать уклоны менее указанных. Форма с одним жестко скрепленным с поддоном бортом может применяться для изделий с уширениями внизу, если наклонная грань образует с горизонталью угол, равный или больший 50°. Для таких изделий рациональна и форма с двумя глухими бортами в сочетании с извчекаемым вверх или вдоль изделия вкладышем. Формы для изделий с уширениями вверху и внизу выполняют с одним глухим бортом или с двумя глухими бортами, но с вкладышем, извлекаемым вдоль изделия или отодвигаемым в наружную сторону.
В формах для предварительно напряженных изделий с поперечными ребрами или с местными изменениями поперечного сечения при уклоне боковых (поперечных) граней менее 45° не требуется устройств, исключающих заклинивание изделий или образование в них трещин при отпуске арматуры; при больших углах они могут потребоваться.
При тепловлажностной обработке изделий необходимо по возможности обеспечить свободное взаимное перемещение изделия и формы, возникающее из-за разных скоростей нагрева и охлаждения бетона и стали, при подъеме и пониженин температуры. В том случае, когда конфигурация изделия ограничивает его свободное температурное перемещение в форме и не исключено появление трещин в бетоне, форму проектируют так, чтобы можно было провести частичное распалубливание изделия на участках возможного образования трещин (извлечением отдельных вставок в бортах, удалением вкладышей и т. п.). Установка в форме упругих прокладок для компенсации температурных удлинений не рекомендуется. С целью снижения вредного влияния температурных деформаций силовой формы на трещиностойкость изделия и сцепление предварительно напряженной арматуры с бетоном исключают или уменьшают изгиб формы при подъеме и понижении температуры, что в наибольшей степени обеспечивается в форме с подобранным положением центра тяжести.
При откидывающихся бортах оси шарниров располагают так, чтобы при распалубке был обеспечен свободный поворот бортов и исключено повреждение изделий. При бортах, установленных на поддон, оси шарниров всегда располагают вне габарита поддона (рис. 15.5, а, б), а при наличии в борте наклонной грани вверху — в зоне, ограниченной перпендикуляром к нижней точке этой наклонной грани (рис. 15.5, в, г). При примыкании прямоугольного борта к поддону оси шарниров можно располагать в любом месте (рис. 15.5, д), а при наличии наклонных граней внизу и вверху в зоне, ограниченной перпендикулярами к нижним точкам наклонных граней (рис. 15.5, е...з). Если оси шарниров располагаются между поддоном и вертикальной осью, проходящей через центр тяжести сечения борта, предусматривают конструктивные мероприятия против самопроизвольного откидывания борта.

С целью уменьшения крутящего момента, вызывающего деформацию борта, при любом профиле борта оси шарниров располагают возможно ближе к борту по вертикали. При бортах открытого профиля рекомендуется оси шарниров размещать как можно дальше от борта по горизонтали, что увеличивает секториальную жесткость профиля относительно оси шарниров. Шарниры обычно устанавливаются с шагом примерно 1,5 м. Более частая установка шарниров нежелательна из- за трудности обеспечения их соосности, увеличения усилия на распалубку, опасности более быстрой разработки соединения. В форме сравнительно небольших размеров рационально располагать с каждой стороны по два шарнира.
Для плотного прилегания бортов к поддону предусматривают упругие (резиновые) прокладки, прикрепляемые к борту или поддону (в зависимости от конструктивного решения сопряжения этих элементов). Устройства для фиксации арматуры в напряженном состоянии (упоры, штыри, захватные тяги и т. п.) устанавливают строго в проектном положении. Их можно крепить только к достаточно жестким элементам формы, в которых не возникают заметные деформации при натяжении арматуры.
Количество опор в форме и их расположение принимаются такими, чтобы при перемещении и установке на рабочих постах деформации формы были минимальными. Четырехточечное опирание обычно конструируют для большинства форм (длиной до 12 м включительно); при больших длинах возможно устройство шести и более опор; в этом случае желательно применение балансирующих траверс. При ударном уплотнении формы выполняют так, чтобы опирание на верхнюю раму ударного стола обеспечивалось во многих точках с целью исключения изгиба при ударах (не реже 1,2 м по длине и 1,5 м по ширине формы). При четырех опорах возможно как четырехточечное, так и диагональное опирание, поэтому во многих случаях рациональнее использовать схему с расположением опор в вершинах равнобедренного треугольника (см. заставку к данной главе). Такая схема рекомендуется в первую очередь для форм с малой жесткостью на кручение. Выбор варианта опирания устанавливается сравнением вертикальных деформаций, определяемых по формулам § 15.4.
При трехточечном опирании, когда опоры совпадают с вершинами равнобедренного треугольника, расположение двух опор по краям или с некоторым смещением к середине обусловливается соотношением жесткостей формы на изгиб и кручение.
Для снижения суммарного искривления формы (после приложения расчетных нагрузок) начальную кривизну формы назначают в зависимости от направления момента от силы натяжения арматуры. Если момент вызывает прогиб формы, принимают начальный выгиб, и наоборот. При центральном приложении силы, учитывая, что от вертикальной нагрузки форма всегда прогибается, также назначают начальный выгиб.
Плоские поддоны состоят из верхней обшивки и балочной клетки, где в качестве балок применяются преимущественно одиночные швеллеры, устанавливаемые стенкой наружу. В отдельных случаях используют коробчатые балки из швеллеров. Иногда при контактном, т. е. через поддон, прогреве бетона предусматривается вторая нижняя обшивка. Толщина верхней обшивки принимается 6... 10 мм в зависимости от назначения изделий и предъявляемых к ним требований; нижняя обшивка — обычно из 4-миллиметровой стали.
Число продольных и поперечных балок рамы поддона рекомендуется конструировать нечетным, поскольку при этом в обшивке по площади поддона возникают преимущественно несимметричные моды (формы) колебаний, в результате чего снижается уровень излучаемого шума. Обычно схему балочной клетки увязывают с расположением в форме опор (подъемных петель, колес, выносных опор и т. п.), а также со схемой размещения блоков виброплощадки, пружинных или жестких опор на посту формования.
Размеры ячеек обшивки по площади поддона желательно принимать одинаковыми или близкими; рекомендуемое соотношение размеров каждой ячейки от 1 : 1 до 1 : 1,5. Приварку листов обшивки к элементам каркаса осуществляют прерывистыми швами, накладывая их равномерно относительно осей симметрии. На каждой стороне ячейки длина швов должна составлять не менее половины длины и ширины ячейки. Сварка обшивки в углах обязательна; угловые швы принимаются длиной не менее 60 мм.
Сварные швы в форме должны выполняться тщательно, чтобы исключить появление трещин в зонах сварки. Особое внимание уделяют качеству сварных швов, крепящих под магнитные плиты к балкам каркаса, поскольку через эти швы происходит передача динамического воздействия на форму. Для снижения динамических напряжений в узлах формы сварные швы по возможности рассредоточивают, обеспечивая примерно равные толщины свариваемых деталей; приварку деталей, работающих на растяжение, выполняют через подкладки.
Поддон открытого профиля (без нижней обшивки) с внутренними продольными и поперечными балками, характеризуемый малой жесткостью на кручение, применяют только при небольших размерах передвижной формы; размеры неподвижной формы с поддоном такой конструкции не ограничиваются. Некоторое повышение жесткости на кручение поддона рассматриваемого типа может быть обеспечено уменьшением шага поперечных балок. Для повышения жесткости на кручение в поддоне открытого профиля рекомендуется диагональное расположение балок, что является наиболее эффективным приемом, поскольку высокая жесткость достигается только рациональной схемой балочной решетки и практически не вызывает увеличения массы поддона.
Борта могут быть элементами формы или формовочной машины, или инвентарным оборудованием формовочного поста. Последние два варианта возможны только при немедленном (сразу после формования) распалубливании изделия.
По способу крепления к поддону или к машине борта подразделяются на жестко закрепленные (глухие), откидывающиеся (на шарнирах), отодвижные, съемные, раскрывающиеся и т. п.; по профилю — на открытые и замкнутые; по высоте — на низкие (до 500 мм) и высокие.
Принципы рационального конструирования примерно одинаковы как для бортов форм, так и бортов, удаляемых сразу после формования. Борта должны обладать высокой жесткостью на изгиб из своей плоскости и на кручение вокруг оси шарниров или своей нижней грани (при отсутствии шарниров). Необходимая жесткость борта обеспечивается выбором соответствующего профиля и рациональным размещением материала по сечению.
Наиболее эффективным способом повышения жесткости борта как на изгиб, так и на кручение является замыкание профиля борта. Поэтому преимущественно рекомендуются борта замкнутого профиля; борта открытого профиля можно использовать в формах небольших размеров. Деформация борта принятого профиля зависит от способа его закрепления к поддону. При жестком креплении к поддону (рис. 15.6, а) она будет наименьшей, а при свободной установке борта на поддоне — наибольшей. С целью понижения деформативности длинного борта устанавливают подкосы с определенным шагом, стяжки ставят только в особых случаях, поскольку они мешают бетонированию и заглаживанию верхней грани изделия.
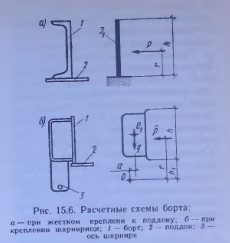
Низкие борта замкнутого профиля рекомендуется готовить из двух элементов: плоского или гнутого листа (по очертанию боковой грани изделия) и гнутой скобы, с помощью которой образуется замкнутый контур (рис. 15.6, б). Оба элемента соединяются прерывистой или сплошной сваркой; однако сплошная приварка листов ведет к значительным сварочным деформациям, поэтому она применяется только в тех случаях, когда замкнутое пространство используется в качестве паровой полости. Для увеличения жесткости борта на изгиб и кручение рекомендуется его сечение выполнять максимально полным (прямоугольным), допуская только небольшой скос верхней грани (для более легкой ее очистки от бетона).
Замкнутые борта рационально проектировать возможно более широкими (насколько это допустимо по технологическим и конструктивным соображениям), поскольку даже небольшое увеличение массы борта приводит к заметному возрастанию его жесткости.
Толщина листа, образующего рабочую поверхность борта, принимается 6...10 мм в зависимости от требуемой точности изготовления изделия: если предусматривается строжка рабочей поверхности борта, необходим припуск на обработку. Толщина гнутой скобы обычно не превышает 8 мм. Увеличение толщины листов, из которых составляется замкнутый профиль, существенно не сказывается на повышении жесткости борта, поэтому большие толщины листов должны обосновываться эксплуатационными требованиями.
Диафрагмы в бортах замкнутого профиля располагают с шагом до 1,5 м; более частое расположение диафрагм не вызывает значительного повышения жесткости борта. Диафрагмы крепят ко всем четырем сторонам борта сварными швами и электрозаклепками, для чего в необходимых случаях в диафрагмах нужно предусматривать отбортовку с одного края. В бортах, прикрепляемых к поддону на шарнирах, диафрагмы устанавливают в тех же сечениях, в которых располагаются шарниры.