
Влияние точности и равномерности натяжения арматуры на жесткость и трещиностойкость предварительно напряженных конструкций
Для достижения требуемого качества предварительно напряженных конструкций необходимо обеспечить достаточную точность и равномерность натяжения арматуры. Точность и равномерность натяжения арматуры — один из основных технологических факторов, влияющих на трещиностойкость и жесткость преднапряженных конструкций, а также на их эксплуатационную пригодность и долговечность.
При механическом способе натяжения арматуру растягивают осевой нагрузкой, создаваемой домкратами. Сначала арматуру натягивают до усилия, равного 50 % проектного напряжения, при этом производят осмотр зажимных устройств и расположения арматуры. Затем натяжение арматуры доводят до величины, превышающей на 10 % проектное натяжение, но не более 85 % предела прочности проволоки при растяжении, и в таком состоянии выдерживают в течение 5 мин, после чего натяжение снижают до проектного значения.
Электротермический способ натяжения арматуры не требует дорогостоящего оборудования (домкратов) и менее трудоемок, однако обладает большей энергоемкостью. Этот способ применяют для натяжения стержневой арматурной стали класса А-III в, проволочной и прядевой арматуры из высокопрочной стальной проволоки, холоднотянутой, периодического профиля диаметром 4...5 мм и семипроволочных стальных прядей. Применяют установки с последовательным и одновременным натяжением нескольких стержней. Установки могут быть с нагревом стержней вне формы или непосредственно в ней. На установке для электронагрева стержневой арматуры вне формы можно производить нагрев 3...4 арматурных стержней диаметром 12...14 мм. Установка состоит из двух контактных опор (неподвижной и подвижной) и средней поддерживающей. Каждый контакт имеет две губки: токопроводящую и прижимную. Нагрев стержней контролируется по их удлинению автоматически. Нагретые стержни с установки снимаются и укладываются в упоры форм, которые препятствуют укорочению стержня при его охлаждении. После бетонирования конструкции и отвердения бетона арматуру освобождают от упоров и усилие натяжения арматуры передается на бетон.
Отпуск напряжений в арматуре (обжатие бетона) производят после достижения бетоном изделия необходимой прочности и проверки заанкерования концов проволоки в бетоне. Фактическую прочность бетона определяют испытанием контрольных образцов. Прочность бетона в момент отпуска арматуры составляет обычно 70 % проектной прочности. Отпуск натяжения на стендах осуществляют постепенно, в 2...3 этапа. Разрезку натянутых проволок при невозможности постепенного отпуска натяжения производят симметрично относительно оси поперечного сечения с числом одновременно разрезаемых проволок не более 10... 15 % от общего числа проволок (подробнее см. § 13.6).
Основные причины снижения точности и равномерности напряжения арматуры. Фактические значения предварительных напряжений могут быть меньше проектных на 10... 15, а иногда на 30 %. К числу причин, которые могут вызывать эти отклонения, относятся, например, использование в гидродомкрате манометра невысокого класса точности; отсутствие соосности между направлением приложения усилий и осью плунжера гидродомкрата или отклонение в направлении действия усилия в гидродомкрате и расположении арматурных элементов при отгибах; отклонения в длине арматурных заготовок или в расстояниях между упорами при электротермическом натяжении; проскальзывание концов арматурных элементов в зажимах при натяжении; неучитываемые деформации упоров стенда или формы (особенно при поочередном натяжении арматуры); не учитываемые расчетом силы трения между проволокой и пробкой анкера при натяжении арматуры на бетон; обмятие металла колодки под проволокой и т.д.
Исследованиями установлено, что нарушения точности натяжения могут наблюдаться как при изготовлении изделий массового назначения (настилов перекрытий, плит покрытий), так и при производстве тяжелонагруженных ответственных конструкций (подкрановых балок, ферм покрытий и др.). Манометры не всегда обеспечивают необходимую точность механического натяжения с помощью гидродомкратов. Известно, что натяжную машину (гидродомкрат) обычно располагают так, чтобы ее продольная ось совпадала с осью натягиваемой арматуры, в случае, когда отсутствует такая соосность, потери в гидросистеме могут быть значительными; однако при общепринятых приемах тарировки эти отклонения не учитываются, так как тарировка производится обычно в нормальных условиях. Кроме того, испытания гидравлических домкратов показывают, что их силовая ось иногда может смещаться во время работы; в результате в реальных условиях создаваемая домкратом сила не всегда передается строго по оси, а часто с эксцентрицитетом. Все это порождает дополнительные силы трения между стенками цилиндра и плунжера, увеличивающиеся с возрастанием эксцентрицитета. Поэтому при механическом натяжении арматуры (гидродомкратом) имеет большое значение тщательность его установки. Тарировку гидродомкратов необходимо выполнять в рабочих условиях, т. е. на стенде, в силовой форме.
Если арматура компактно расположена в сечении железобетонной конструкции (например, в нижнем поясе балки или фермы), то может создаться положение, когда нельзя разместить гидродомкрат так, чтобы он не упирался в рядом расположенные стержень или тягу В этом случае возникает необходимость в разведении (отгибе) части арматурных элементов на определенный угол, причем может возникнуть неравномерность фактических значений натяжения отдельных проволок (канатов) на прямолинейном участке соответствующего арматурного элемента. Во избежание подобного неравномерного натяжения проволок или канатов пакета допускается отклонение крайних его элементов на угол не более 6°.
В условиях последовательного натяжения арматуры на упоры стенда или силовую форму фактические значения натяжения в отдельных арматурных элементах могут отличаться от проектных из-за деформирования упоров или податливости формы, что следует дополнительно учитывать. Податливость упорных устройств не всегда линейно связана с действующими на них усилиями от последовательно натягиваемых элементов, что в некоторых случаях затрудняет использование аналитических зависимостей. Поэтому, например, поддоны формы, упоры стендов целесообразно предварительно тарировать, после чего можно назначать усилия в отдельных арматурных элементах и определять последовательность их натяжения.
В случае одновременного (группового) натяжения арматуры также возможно неравномерное натяжение (отклонения составляют от — 5 до + 10 %, а для отдельных элементов от —12 до + 30 %). Отклонения объясняются различием в расчетных и фактических характеристиках арматурной стали (площади сечения, модуля упругости и т. д.); для их устранения рекомендуется учитывать дополнительные требования к точности натяжения, дифференцированные в зависимости от количества натягиваемых элементов и других факторов. Кроме того, неравномерность распределения усилий при групповом натяжении связана с тем, что некоторые арматурные элементы (канаты, проволоки, стержни) с неодинаковой подтяжкой позже включаются в работу и напрягаются меньше остальных. Это приводит к тому, что в дальнейшем при достижении проектного усилия, в связи с развитием в перегруженных элементах пластических (неупругих) деформаций, наблюдается разброс значений контролируемых усилий. Кроме того, возникает неравномерность в значениях натяжения из-за эксцентрицитета между равнодействующей усилия в арматуре и тяге (например, при одновременном натяжении верхней и нижней арматуры, располагаемых несимметрично в сечении). При этом из-за сложности явления иногда бывает трудно оценить возможное отклонение расчетным или другим путем; в результате фактические отклонения не будут учтены, хотя манометр может зарегистрировать проектное усилие.
Еще одна причина неравномерности натяжения отдельных элементов, проявляющаяся при электротермическом натяжении арматуры для изделий сравнительно небольшой длины (до 6 м), связана с неравномерным износом отдельных упоров на формах и неравномерным проскальзыванием арматуры в зажимах. При такой длине стержней даже небольшая разница в удлинениях остывающих заготовок арматуры может вызвать довольно значительную неравномерность натяжения отдельных арматурных элементов.
Начальное искривление арматурных элементов при электротермическом натяжении стержневой арматуры также оказывает определенное влияние на точность натяжения. Допустимое искривление стержней в момент устройства на них анкеров должно быть ограничено следующими значениями - при длине полуволн 3 м — не более 15 мм, при длине 6 м — не более 30 мм, при длине 12 м — не более 60 мм, что соответствует потерям напряжений не более 10... 12 МПа. Если имеются искривления более сильные, то необходимо произвести правку стержней.
Влияние точности и равномерности натяжения арматуры на жесткость и трещиностойкость конструкций. Известно, что расход арматуры часто определяется не расчетом на прочность, а расчетом на трещиностойкость, например в некоторых предварительно напряженных фермах. Так, для нижнего пояса фермы пролетом 24 м, армированного семипроволочной канатной арматурой, сопротивление самого бетона возникновению трещин может составлять 10... 15 % усилия, трещинообразования, а остальную часть (90.. .85 %) общего усилия, при котором появляются трещины, нижний пояс воспринимает в результате предварительного напряжения арматуры. В стропильных, подстропильных и подкрановых балках, плитах покрытия, многопустотных настилах и других элементах, доля бетона и предварительного напряжения арматуры в общем усилии, которое может воспринимать преднапряженный элемент до появления трещин, различна. Следовательно, неодинакова будет и степень влияния точности натяжения арматуры (его отклонения от проектного значения) на трещиностойкость или жесткость предварительно напряженной конструкции.
Иногда влияние отклонения усилия предварительного напряжения настолько существенно, что может превышать влияние, которое оказывает на трещиностойкость или жесткость отклонение фактической прочности бетона, учитываемое расчетом. Особенно же заметно влияние этих отклонений на момент появления трещин в конструкциях, армированных высокопрочной (проволочной или канатной) арматурой. Например, уменьшение величины натяжения на 10 % по сравнению с проектной величиной снижает почти на столько же момент возникновения трещин.
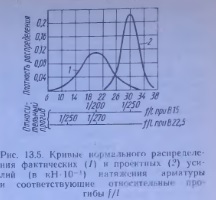
Пример 13.1. Периодические испытания предварительно напряженных многопустотных плит перекрытий (типа ПТК), армированных четырьмя стержнями диаметром 14 мм класса А-IV, выявили их по вышенную деформативность (прогиб). Исследования показали, что причиной этого является систематическое снижение усилия натяжения арматуры в среднем на 33 (установлено статистической обработкой полученных данных). При этом было подсчитано, что фактические отклонения усилий от заданных находятся в больших пределах, чем это допускается ГОСТом. Расчеты прогибов и ширины раскрытия трещин показали, что значительная часть плит не удовлетворяет (рис. 13.5) требованиям СНиПа по условиям жесткости, т. е. при действующих нормативных на грузках они будут иметь прогиб больший, чем 1/2 от длины пролета.
Влияние равномерности натяжения арматуры на трещиностойкость конструкций также весьма существенно. При неравномерном натяжении увеличение напряжений в отдельных элементах напрягаемого комплекта или пакета арматуры приводит к росту потерь предварительных напряжений от релаксации. Как известно, интенсивность предварительных напряжений представляет собой один из важнейших факторов развития потерь от релаксации. Действующими нормами проектирования предусмотрена следующая зависимость потерь предварительных напряжений от релаксации напряжений в проволочной арматуре (см. с. 47) при ее механическом натяжении:

Эти потери могут составить 10 % и более от начального напряжения.
Однако значительно большую опасность при неравномерном групповом натяжении представляет обрыв проволок или канатов в пределах напрягаемой группы или пакета арматурных элементов. Далее, отклонение положения равнодействующей усилий обжатия от проектного значения из-за неравномерности натяжения приводит к искривлению конструкций; так, предварительно напряженные пояса ферм и балок получают боковой выгиб, иногда довольно значительный.
Очень важно добиться центрального (относительно вертикальной оси) обжатия нижних поясов ферм больших пролетом (24 м и более). Даже при сравнительно малом боковом эксцентрицитете усилия в предварительно напряженной арматуре (10...15 мм) боковой выгиб в этих конструкциях может превысить 90...100 мм. Испытания конструкций с подобными выгибами из плоскости показали значительное снижение их трещиностойкости (на 30 % и более). Наиболее сильно реагируют на возникновение боковых эксцентрицитетов стропильные фермы пролетом 24 м, нижний пояс которых отличается большой гибкостью. Менее чувствительны фермы пролетом 18 м и стропильные балки пролетом 12 и 18 м, а также подстропильные фермы.