
Влияние условий и качества формования на сцепление арматуры с бетоном
Формование, т. е. укладка и уплотнение бетонной смеси, является одной из наиболее трудоемких и энергоемких операций в процессе изготовления сборного железобетона. Эти операции в настоящее время выполняются как с помощью бетоноукладчиков, так и более простыми машинами-бетонораздатчиками. Бетоноукладчики позволяют в большей степени механизировать процесс распределения бетонной смеси в форме. Бетонную смесь укладывают в форму так, чтобы в ней не оставались свободные места; особенно тщательно нужно заполнять углы и суженные места формы.
Наибольшее влияние условий и качества формования на сцепление арматуры с бетоном, а также на трещиностойкость и прочность железобетона проявляется при изготовлении предварительно напряженных железобетонных конструкций с самозаанкеривающейся арматурой, когда передача усилий предварительного напряжения с арматуры на бетон происходит только за счет сцепления между этими двумя материалами.
При заводском изготовлении сборных предварительно напряженных конструкций, выполняемых с самозаанкеривающейся арматурой (такие конструкции составляют подавляющую часть общего объема их выпуска), применяют бетон классов В15...В45. Бетон предварительно напряженных конструкций должен обладать высокой прочностью и плотностью. При стендовой технологии рекомендуется быстрый рост прочности бетона, при агрегатно-поточной — медленный, что, как правило, обеспечивается соответствующим режимом тепловлажностной обработки и применением добавок. Далее, бетон должен иметь относительно малую ползучесть во избежание проявления больших потерь напряжения в арматуре.
Качество сцепления бетона с арматурой не в меньшей степени, чем прочность бетона, обеспечивает надежность предварительно напряженных конструкций. Если передаточная прочность бетона снижена, например с 20 МПа до 14 МПа, в некоторых случаях длина зоны передачи напряжений может значительно увеличиваться. Увеличение длины зоны передачи напряжений и повышенное втягивание напрягаемой арматуры при передаче усилия обжатия уменьшает трещиностойкость приопорных участков.
Наиболее надежным сцеплением обладают составы, в которых
Кроме того, существенное значение имеет получение оптимальной консистенции бетонной смеси, позволяющей добиться наиболее плотной укладки при данном способе формования и той или иной степени насыщения изделия арматурой. Обычно для стендового изготовления преднапряженных конструкций применяют смеси с осадкой конуса 2...4 см, а для агрегатно-поточного жесткостью 25...60 с по техническому вискозиметру. Эти характеристики консистенции смеси являются усредненными и должны быть уточнены при подборе ее состава для изделия с учетом фактического насыщения арматурой согласно Руководству по изготовлению предварительно напряженных железобетонных конструкций.
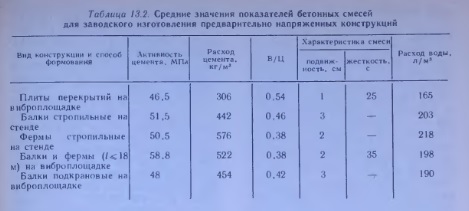
В табл. 13.2 приводятся средние значения показателей некоторых характеристик бетонных смесей, используемых при изготовлении преднапряженных изделий различного назначения, по результатам обследований.
Часто возникают некоторые различия в условиях укладки и уплотнения бетонной смеси в разных конструкциях или в пределах какого- либо изделия, что определяется прежде всего степенью насыщения его арматурой. Так, предварительно напряженные конструкции по насыщенности арматурой подразделяются на нормально армированные (зазор в свету между арматурой или их группой более 20 мм) и на густоармированные (до 20 мм). В соответствии с этим показателем устанавливают максимальную крупность зерен заполнителя, чтобы избежать появления непробетонированных участков вблизи арматуры.
При выборе подвижности бетонной смеси и средств формования большое значение имеет обеспечение надлежащего уплотнения смеси на тех участках преднапряженных железобетонных изделий, где осуществляется самозаанкеривание напрягаемой арматуры. Как правило, именно на этих участках, которые обычно совпадают с опорными зонами ребристых плит, стропильных, подстропильных и подкрановых балок или ферм, значительно концентрируется арматура (в связи с сосредоточением здесь косвенного армирования и закладных деталей). Недостаточное уплотнение бетонной смеси в этих зонах конструкции, вызываемое концентрацией арматуры, часто усугубляется еще и тем, что из-за дефектов терцовых опалубочных диафрагм сквозь них при вибрировании вытекает цементный раствор Возникающее при этом местное снижение плотности и прочности бетона может привести к увеличению длины зоны передачи напряжений арматуры или проскальзыванию ее концов.
В условиях формования изделий на стендах или в силовых формах бетонную смесь рекомендуется уплотнять с помощью навесных вибраторов; допускается также применение глубинных вибраторов. При формовании густоармированных изделий или конструкций, имеющих труднопроходимые для бетона зоны, рекомендуется укладыьать и уплотнять бетонную смесь в форме слоями высотой 15...30 см. Продолжительность уплотнения каждого слоя бетонной смеси 30...40 с. После укладки последнего слоя бетонной смеси формуемое изделие подвергается вибрации в течение 1 ...2 мин.